Shrinkage and movement
in backsawn and quartersawn boards
When the moisture content in timber drops below fibre saturation point, it begins to shrink as the bound water in the cell walls starts to evaporate.
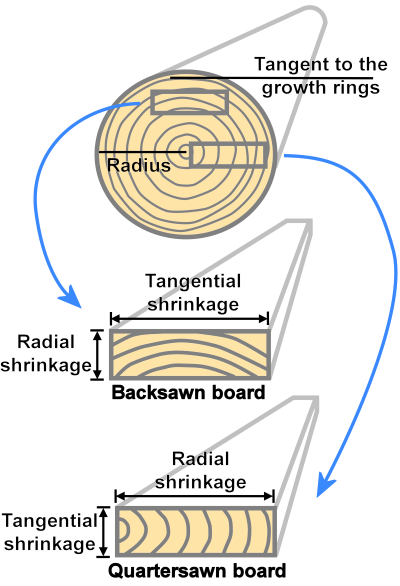
However, the width, thickness and length of a piece of timber will shrink at different rates, depending on how the board has been cut from the log. A backsawn board, for example, will shrink about twice as much across its face as a quartersawn board. On the other hand, its edge will only shrink about half as much.
This is because tangential shrinkage – shrinkage at a tangent to the growth rings – is roughly double that of radial shrinkage – shrinkage towards the centre of the log. The main reason for this is that the ray cells, which run radially from the centre towards the bark, resist shrinkage along their length, and therefore have a restraining effect on the piece’s radial shrinkage.
The longitudinal shrinkage – shrinkage along the length of the piece – is minimal, as long as the piece has straight grain, because wood fibres will hardly shrink at all along their length.
Below are some common species categorised in terms of their average shrinkage rates. These details are taken from the Timber Queensland publication: Moisture in Timber.
Very low shrinkage – Tangential: less than 3.5%; Radial: less than 2%
White cypress pine
Low shrinkage – Tangential: 3.5% - 5%; Radial: 2% - 3%
Hoop pine
Slash pine
Medium shrinkage – Tangential: 5% - 6.5%; Radial: 3% - 4%
Radiata pine
Spotted gum
Tallowwood
Red ironbark
High shrinkage – Tangential: 6.5% - 8.0%; Radial: 4% - 5%
Blackbutt
Jarrah
Rose gum
Very high shrinkage – Tangential: more than 8.0%; Radial: more than 5%
Brush box
Victorian ash
Forest red gum
Sydney blue gum
Tasmanian Oak
Warping
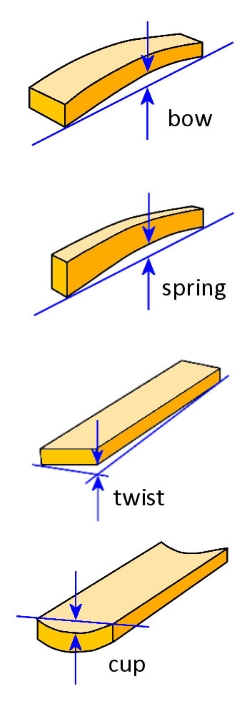
Because shrinkage occurs at right angles to the direction of the grain, a variation in grain angle to the edges of a piece can result in warping as it dries. The most common types of distortions that tend to occur are bow, spring, twist and cup.
Sloping grain is caused by natural growth features in the tree, and only becomes apparent in a sawn board when the fibres are not running in a parallel direction with the edges of the piece. The main features that show up as sloping grain are:
deviations of the grain around large knots
reaction wood (sometimes called ‘cranky grain’ by carpenters)
spiral grain, where the direction of the fibres wind through the log in a corkscrew shape.
Sloping grain can set up uneven stresses in a piece of timber as the cells dry and shrink, especially when the piece contains a combination of sapwood and heartwood. The sapwood holds more moisture than the heartwood, but is able to release the moisture more quickly, since its cells are not blocked with heartwood extractives (see the earlier lesson: Cross section for more information on this point.)
Uneven drying stresses can also occur when one edge or one face of the piece is exposed to the sun, which will cause those cells to dry more quickly. Conversely, when one side is exposed to more moisture than the other side, the piece will again dry at different rates and therefore shrink unevenly.
Other drying problems
The outside, or ‘case’, of a piece of timber always dries faster than the core, and therefore tries to shrink more quickly. If the surface tension increases to the point where the fibres can no longer hold together, cracks develop to relieve the stresses. These cracks are called surface checks.
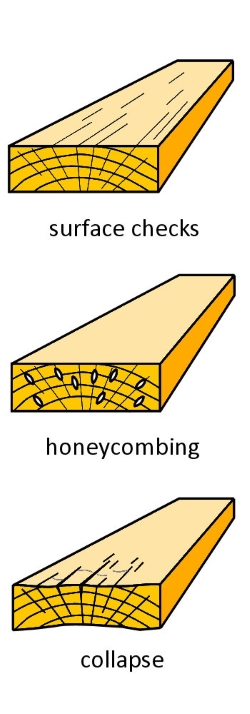
In other instances, when the piece of timber has been dried too quickly, the internal tension stresses can pull the case inwards, closing up the surface checks but inducing internal checks. This is referred to as honeycombing.
Some timber species are particularly prone to the problem of collapse, which occurs when the cells buckle due to an excessive change in pressure while the free water is evaporating. The effect is like sucking on a straw and holding your finger over the other end, making the straw flatten.
Kiln operators are often able to restore collapsed timber by reconditioning the cells. In this process, the boards are heated and steamed until the cell walls soften and expand, allowing them to recover their shape.
Movement after installation
Once the timber is installed in a building or other structure, its moisture content will continue to rise and fall slightly as the humidity in the surrounding air changes. This is why in wet weather you sometimes find that timber doors and drawers tend to stick. What's happening is that the timber swells as it takes up moisture from the atmosphere and then shrinks back again when the dry weather comes. The speed of change will depend on various factors, including the cross-sectional size of the piece and how exposed the surface is to the atmosphere.
If the timber is properly sealed with a surface finish and protected from the weather, there will hardly be any movement at all in the short term. However, if the humidity stays very high or low, and the surface finish starts to break down and allow direct contact with the wood fibres, then the MC will change more quickly.
It’s easy to find examples of timber that has distorted over time due to the effects of uneven swelling and shrinkage. However, most movement problems can be avoided by using good building practices.
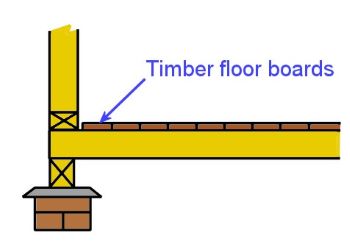
For example, flooring installers routinely put an expansion gap around the perimeter of a solid timber floor, to allow the floor boards to ‘grow’ slightly when conditions are humid. If this gap didn’t exist, or if the swelling was excessive, the boards could push out the wall frames or crack brick walls at each end, or alternatively, lift up off the subfloor as they expand.